What are the specific parameters to consider when choosing a high hardness end mill?
When selecting a high hardness end mill, what are some of the more general considerations that need to be taken into account? There are a wide variety of companies currently employing a growing number of materials that have a high level of toughness in their production processes. In order to accommodate the high-speed machining of high-hardness materials, increased criteria have been put forward for the service life and machining efficiency of high hardness end mills. These criteria include: In the majority of situations, we will select a high hardness end mill from one of the following three points:
1. Material

When machining high-hardness materials, some effective strategies to increase the machining efficiency of the tool include selecting an appropriate tool material, locating reasonable tool geometry parameters, optimizing and upgrading the tool structure, and selecting the appropriate machining procedure. The high-hardness end mills have the ability to cut mould steel, cast iron, stainless steel, and other types of steel with a hardness of around HRC30 under high-speed rotation when the fixture is clamped, which is a perfect example of the phrase “cutting iron as mud.” It is intended for machining hardened steel up to 30-50 HRC, HB250-400, P20 tempered and quenched steel, and it can also process materials that can’t be treated by regular end mills such as stainless steel. These capabilities make it ideal for a wide range of manufacturing applications.
These are just some of the many strategies. Examples of common high-hardness materials include chilled cast iron, hardened steel, powder metallurgy materials, and other special materials. Chilled cast iron is also an example. Various examples include other unique materials. The following is a list of characteristics that are associated with the processing of high-hardness materials: High hardness (usually greater than HRC45, but some can reach HRC68), high strength, and low plasticity are some of the characteristics of this material. The pointed edge has a high risk of fracturing and will eventually become worn down. It is not difficult for the cutting edge to become damaged or worn down since the chip and the cutting edge only come into brief contact with one another during the cutting operation, and because both the cutting force and the cutting heat are focused on the cutting edge.
In order to properly machine high-hardness materials, the level of hardness of the tool being used must be much higher than that of the material being machined. In addition, because cutting high-hardness materials causes the tool tip to achieve extremely high temperatures, the high-hardness end mill has to have the following attributes in order to be effective:
In order to properly machine high-hardness materials, the level of hardness of the tool being used must be much higher than that of the material being machined. In addition, because cutting high-hardness materials causes the tool tip to achieve extremely high temperatures, the high-hardness end mill has to have the following attributes in order to be effective:
- A great resistance to plastic deformation, which is associated with having a superior high-temperature hardness
- It has excellent chemical stability, which means that it does not experience any heat deterioration and does not have any chemical interactions with the material that is being cut, oxygen, or any other cutting fluid;
- The high temperature cutter head will not be damaged as a result of the thermal shock since the thermal conductivity of the material is so high.
| HUANA Grade | ISO Grade | Grain Size | Cobalt Content | Densiy | Hardness | TRS | Application |
| um | % | g/㎤ | HRA | N/㎟ | |||
| HN304F | K20-K30 | 0.7 | 10 | 14.45 | 91.8 | 4000 | Grade for roughing and semi-finishing milling of heat-treated steel,common alloy steel,cast iron and other soft material below HRC45.Superior microstructure by the customized powder of high quality from H.C.Starck,with allows the particle size distribution to be centralized with better stability and wear resistance. |
| HN401 | k30-k40 | 0.6 | 12 | 14.18 | 92.4 | 4000 | General processing grade for material below HRC50.Suitable for semi-finishing and finishing milling of non-ferrous metal, common die steel, aluminum alloy and materials with uniform structure. |
| HN404 | K30-K40 | 0.6 | 12 | 14.25 | 92.4 | 4200 | Grade for roughing and semi-finishing milling of material(HRC45-52),including stainless steel,aluminum alloy,alloy steel,non-ferrous metal.Superior microstructure by the customized powder of high quality from H.C.Starck,which allows the particle size distribution to be centralized with better stability and wear resistance. |
| HN204N | K10-K20 | 0.2 | 9 | 14.4 | 93.6 | 4500 | Excellent grade for material below HRC60 such as hardened steel. Also suitable for non-alloy metals, high hard plastics, non-alloy steel, reinforced fiber composite materials, titanium alloy materials,etc., and is widely used in the processing of high speed, high hardness and high wear -resistant materials.Application for high speed cutting tools. The ultra -high toughness allowed by the customized WC powder of nano-particle from H.C.Starck. |
| HN104U | K05-K10 | 0.4 | 6 | 14.75 | 93.8 | 4200 | Grade for mills and drills with 0.4mm≤D≤1.6mm.Superior microstructure by the customized powder of high quality from H.C.Starck, which allows the particle size distribution to be centralized with better stability and wear resistance. |
2. Types
Common high-hardness end mills are comprised of three principal groups of cutters: flat cutter cutters, ball cutter cutters, and round nose cutters. Flat cutter cutters are the most basic type. You need to pick the proper type in accordance with the standards for the processing, and you need to identify which end mills you require for each state. In addition, you need to select the appropriate kind.
- Flat Cutter Cutters

Flat cutter cutters are able to make clean cuts through a wide variety of materials, including copper, cast iron, carbon steel, stainless steel, tool steel, titanium alloy, and heat-treated steel, to name just a few. Copper and steel that has been heat treated are two examples of other materials that may be cut with flat cutter cutters. The surface roughness of the finished product achieved by processing with flat cutter cutters is exceptional. Flat cutter cutters feature an ALTIN coating that is both highly resistant to heat and able to be utilized for high-speed processing. This enables the cutters to cut with more efficiency. Flat cutter cutters have a high level of toughness because the grain-sized carbon tungsten that is used as the raw material in their production gives them that quality. Flat cutter cutters lead to an increase in smoothness, a decrease in the friction coefficient, and an increase in the efficiency of the lathe, which would in turn saves more production time. These benefits may be attributed to the lathe.
- Ball Cutter Cutters

Ball cutters have a high degree of hardness, resistance to wear, high hardness, and resistance to sticking, all of which contribute to the tool’s overall performance. Your work will be easier and more convenient to complete as a whole as a result of the double ball cutter’s uncomplicated installation process as well as its precise and burr-free cutting. And tungsten steel ball cutters are often used for engraving, cutting and engraving. Ball cutters are extremely versatile instruments that may be used to cut through a wide variety of materials, such as wood, plywood, and many others.
Because of its high resistance to wear and tear as well as its lengthy lifespan in service, tungsten steel is the material of choice for the building of ball cutter cutters. The double-edged cutting edges of the ball cutters guarantee a clean and accurate cut while allowing for maximum efficiency. Only on this website can you get this one-of-a-kind hand-held circular saw that also has a ball cutter. In the meanwhile, non-ferrous materials can be cut with ball cutters, which are used for cutting through other materials. In addition to this, the tungsten steel that is utilized in the construction of the ball cutter possesses a high degree of hardness and is resistant to the effects of wear. In the meanwhile, the ball cutter is a helpful tool for woodworking that makes your task a substantial amount easier and saves you a lot of time and effort. You can get it here.
- Round Nose Cutter

Planes may be milled using round nose cutters, and planes themselves can be machined; in addition, the range of functions that planes are capable of is rather vast. The principal role that it plays is that of a roughing agent. When roughing raw materials, it is common practise to use a knife with a round nose and a big R angle as the cutting tool. This is done as part of the process known as “roughing.” Round nose cutters with modest R angles can also be used in place of traditional end mills for cutting around curved curves or milling around side walls. This is because conventional end mills have larger R angles. Some of the characteristics of this material include a large chip removal groove, a high level of hardness and wear resistance, chip removal designs that incorporate a large cutting edge chip removal groove and a large spiral chip removal groove, chip removal that does not result in chip accumulation, a good surface gloss, and a deburring double margin processing design.
Round nose cutters have cutting block with an appropriate clamping scheme for the shank chamfering, high hardness, and smooth chamfering. It is possible for round nose cutters to immediately execute high-speed roughing to fine machining on heat-treated materials at temperatures below 65 degrees, which allows for the minimization of the number of tool changes that are required, particularly for cutting face milling and short side milling. The round nose cutters have a nano-coating that protects against chemical reactions, prevents the product from becoming worn, reduces the likelihood of a chemical reaction being caused by friction, makes the product resistant to heat and high temperatures, and makes it resistant to heat and high temperatures.
3. Coatings
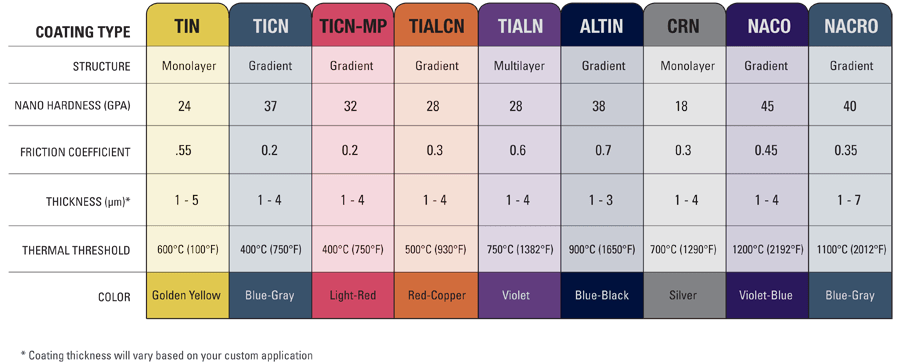
- TiN – Titanium Nitride (Basic General-Purpose Wear-Resistant Coating For High-Hard End Mills)
TiN is the most common kind of hard coating used for high-hard end mills that can withstand abrasion and wear. It is also resistant to corrosion. During the process of machining soft steels, it minimizes the quantity of material that tends to stick, enhances the material’s chemical and temperature stability, and lowers the amount of friction that happens. It is feasible to apply a coating of TiN on high-hard end mills that are made of cemented carbides. Examples of such tools include drill bits, milling cutters, cutting tool inserts, high-hard end mills, taps, reamers, punch blades, cutting tools, shearing and flexing tools, matrices, forms, and so on. Due to the fact that it is biocompatible, it may be utilized on implanted medical devices in addition to instruments used in surgery and dentistry. TiN is commonly utilized as a coating for high-hard end mills due to the golden tint that it exhibits. This is one of the reasons why it is so popular. Tool steels can have their TiN coating, which is often used and is readily removed if necessary. When working with expensive machinery, it is especially essential to consider the possibility of large cost savings that may emerge from the reconditioning of tools.
- Ticn – Titanium Carbo-Nitride – (Wear-Resistant Coating Against Adhesive Corrosion For High-Hard End Mills)
TiCN is an excellent coating that may be used for a wide number of applications and also used for high-hard end mills. TiCN is both more impact resistant and harder than TiN due to its higher level of crystallinity. With its assistance, it is possible to coat tools for cutting, punching, and shaping, as well as components for injection moulds and other wear components. Additionally, it is useful in coating used for high-hard end mills. Because of its biocompatibility, it may be used in the production of medical instruments as well as devices that are intended to be surgically implanted. The machining speed may be increased, and the tool lifespan may be extended by as much as eight times, depending on the application, the coolant, and the other machining parameters. Because it has a somewhat lower thermal stability than other coatings, the TiCN coating is the one that is recommended to be used for cutting that is performed in colder environments. It is not difficult to remove the previous coating of TiCN, and once that is done, the tool may be recoated. As a result, the reconditioning of pricey equipment might result in a sizeable reduction in the costs.
- AlTiN – The Aluminum-Titanium-Nitride Coating (For High-Hard End Mills)
Aluminum, titanium, and nitrogen are the chemical components that come together to form this molecule, which has a chemical makeup. The coating has a thickness that can range anywhere from one micrometre to four micrometres (m). One of the properties that most defines the AlTiN coating is its very high level of protection against the damaging effects of heat and oxidation. This is due, in part, to the fact that the material at the nanoscale possesses a hardness of 38 gigapascals (GPa). As a result of this, it follows that the coating system does not change despite the rise in cutting speed as well as the increase in cutting temperature.
This is the case despite the fact that the coating temperature has also increased. The service life of tools that have been coated with AlTiN is up to fourteen times longer than that of instruments that have not been coated with AlTiN. This difference in lifespan is dependent on the specific application. Because the coating has a high percentage of aluminium, it is a suitable material for use on precision tools that are meant to cut difficult materials such as steel with a tensile strength of more than 1,300 N/mm2, stainless steel, and cast iron. The coating is resilient enough to endure temperatures of up to 900 degrees Celsius, which is about 1,650 degrees Fahrenheit. It has a heat resistance that is 300 degrees Celsius more than the TiN coating has when compared to the temperature.
- TiAlN – Titanium Aluminum Nitride (Wear-Resistant Coating For High-Hard End Mills)
A coating made of TiAlN offers exceptional abrasion resistance in addition to strong resistance to the damaging effects of thermal stress and oxidation. The thermal resistance of this composite PVD coating was raised by 100 degrees Celsius in compared to the thermal resistance of a standard TiN coating. This improvement in thermal resistance was brought about by the incorporation of aluminium into the coating. TiAlN coatings are frequently applied to high-speed cutting tools that are used on CNC machines for the purpose of machining materials that have a higher toughness and under harsh cutting circumstances. This is done in order to achieve optimal results when machining the aforementioned types of materials. TiAlN is a fantastic material for use in monolithic hard metal milling cutters, as well as shaping knives, drill bits, and cutting tool inserts. Additionally, it is an excellent material for drill bits. Utilization of this material is possible in applications that call for dry or virtually dry machining.
How To Choose A Suitable High Hardness End Mill?
A high-hardness milling cutter chooses the kind of tool coating based on the type of workpiece and the level of its hardness. For instance, the TiN coating can be chosen for the processing of workpieces with a hardness lower than hrc40, such as carbon steel. The TiAlN coating is an option to consider when milling workpieces made of materials with a hardness of around HRC50, such as alloy steels and tool steel. It is possible to choose the tool form, cemented carbide material, and coating when working on workpieces with a higher degree of hardness. They are the miraculous coating for machining materials with a high degree of hardness.
The high-hardness milling cutter determines, based on the contours of the workpiece, how the end milling cutter neck should be shaped. There are three distinct variations of the ball cutter’s neck shape: the normal type, the long neck type, and the cone neck type. The type of cutter that you choose will depend on the cutting depth as well as the shape of the workpiece. Both the long neck type and the cone neck type may be treated by deep excavation; however, while deciding between the two, the interference angle is an important factor to take into account. Concurrently, in comparison to the long neck type, the cone neck end mill has high stiffness, which may improve the cutting conditions and produce greater machining precision. This is because the high rigidity allows the end mill to better maintain its shape. It is recommended that the cone neck end mill be chosen wherever it is practicable.
According to the machining accuracy, a high hardness end mill choose an end milling cutter with a different ball joint precision. In most cases, ball end milling cutters have a circular arc precision of less than 10 micrometers. However, there is also a high-precision end milling cutter that ranges from 0.5 to 5.0 M that can be chosen for high-precision machining.
Because the thermal conductivity is low and the cutting heat is difficult to be transported away by the chips, the cutting force is considerable, the cutting temperature is high, and the tool wear is significant; all of these factors make it easy to induce knife cutting or chipping.
When working with cold cast iron, the edge of the workpiece has a tendency to shatter and peel off because it is so brittle. If the cutting fluid is utilized for cooling during the cutting of such materials, the tool may be subjected to thermal shock as a result of intermittent heating and cooling. The significant temperature fluctuation may easily cause the carbide cutting edge to chip if the cutting fluid is used for cooling. If, on the other hand, compressed air is used for cooling, not only is it possible to maintain the same temperature on the tool, but it can also be used to blow chips away from the cutting area, which helps to prevent damage to the tool that would otherwise be caused by the secondary cutting action of high-hardness chips.
The chip discharge can be reasonably smooth if the number of edges is low and the chip flute is big, but at the same time, the cross-sectional area of the tool is small, the stiffness of the tool body is low, and the tool body is likely to flex while it is cutting. On the other hand, if the number of edges and the cross-sectional area of the tool both increase, the rigidity of the tool body will also increase. However, the chip flute will become smaller, and the chip holding force will decrease, which will make chip jams easier to cause and will result in a lower surface finish on the workpiece.
The cutting edge of a high-speed and high-hardness end mill should be as short as possible for the cutter body to be as stiff as possible and for the cutting performance to be at its best. The stiffness of an end mill is inversely related to the length of the flutes multiplied by the third power of the length of the flutes (overhang length).
As a result, the stiffness of the cutter body will decrease to 1/8 of its original value if the edge length (overhang length) of a high-speed and high hardness end mill is increased by a factor of two. The radial tool that the end mill is is a very significant component of the toolkit. It will be to the detriment of both the end mill and its performance if the edge length of the end mill is significantly longer than the minimum cutting length that is required
Conclusion
End mills with a high degree of hardness are an excellent tool for boosting productivity. It is possible for high-hardness end mills to cut mould steel, cast iron, stainless steel, and other types of steel with a hardness of around HRC30 under high-speed rotation when the fixture is clamped, which is a perfect example of the phrase “cutting iron as mud.” It can machine hardened steel with a hardness of 30-50 HRC, quenched and tempered steel with a hardness of HB250-400, and it can also process materials that standard end mills are unable to process, such as stainless steel. If you are looking for high harness end mills, you should get in touch with HUANA.