Keyway Milling Cutter: Features, Usage, and Selection Guide
The keyway is a crucial feature in mechanical design, often employed for the circumferential fixation of rotating elements in order to transmit torque. Its widespread application is seen in gear transmissions, pulleys, couplings, and other components requiring reliable torque transfer. Keyway milling is the machining process used to create these grooves with high precision and efficiency. In this blog, we expand on the concept of keyway milling, the cutters used, their differences compared to end mills, and considerations when selecting the right cutter.

What Cutter is Used for Keyway Milling?
The keyway milling cutter is a special tool designed specifically for machining keyways. It features two cutting edges that are symmetrically arranged to balance radial cutting forces. This design ensures higher stability, accuracy, and efficiency. Unlike standard end mills, keyway cutters can plunge axially, similar to a drill, allowing them to process closed slots or flat-bottom grooves.
Key Features of Keyway Milling Cutters
– Two symmetrical cutter teeth cancel out radial forces, improving machining accuracy.
– Cylindrical cutting edge acts as the primary cutting edge, while the end face acts as secondary.
– Capable of axial feeding, unlike standard end mills.
– High outer diameter accuracy ensures proper tolerance and secure fit of keys.
– Greater cutting capacity compared to flat end mills.
Difference Between End Mills and Keyway Milling Cutters
Although both tools may look similar, keyway milling cutters and end mills have notable differences:
– End mills usually have 3 or more cutting edges, while keyway cutters typically have 2.
– End mills cannot plunge axially; keyway cutters can.
– Keyway cutters maintain stricter diameter tolerances for accurate key fit.
– End mills are versatile for plane or cylindrical surfaces, whereas keyway cutters specialize in grooves and slots.
– Keyway cutters can drill flat-bottom holes, acting almost like a hybrid of a drill and mill.
Classification of Keyway Milling Cutters
Keyway milling cutters come in several types to suit different machining needs:
– Taper Shank Keyway Milling Cutter: Commonly used for flat keyways and step faces.
– Straight Shank Keyway Milling Cutter: Versatile and can plunge into closed depressions.
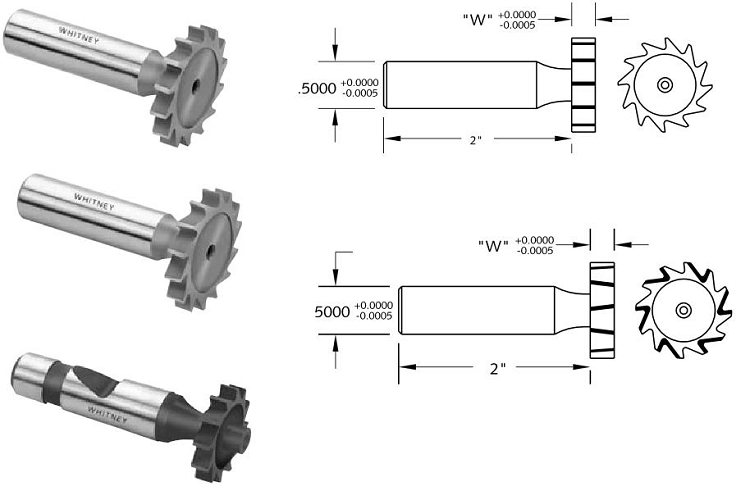
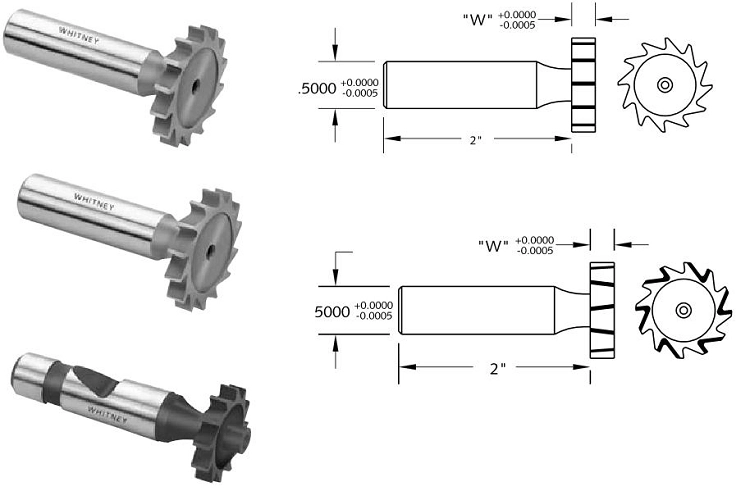
– Semicircular Keyway Milling Cutter: Used for machining semicircular keyways, robust and efficient for CNC machining.
How to Choose the Right Keyway Milling Cutter?
When selecting a cutter, consider the type of keyway being machined (open, semi-open, or closed). Closed slots often require end mills in combination with keyway cutters, while open slots may be efficiently cut with disc milling cutters. Always ensure tool stiffness, proper coolant application, and avoid down milling during expansion cuts to prevent tool damage or workpiece deformation.
Applications and Use Cases
Keyway milling cutters are widely used in industries such as automotive, aerospace, energy, and heavy machinery. They are indispensable in machining shafts, pulleys, gears, and couplings. Their accuracy and plunge capability make them highly adaptable to different groove geometries.
Conclusion
A keyway milling cutter, also known as a key cutter or woodruff cutter, is a vital tool in mechanical transmission machining. Its ability to plunge axially, high accuracy, and specialized design make it more suitable for keyway grooves compared to standard end mills. By carefully selecting the appropriate cutter type, manufacturers can ensure both the precision and durability of keyway assemblies. HUANA provides a wide range of keyway milling cutters tailored to different machining needs, ensuring high performance and reliability.