
End mills in a CNC machine play a vital role in creating slots or 3D contouring over a workpiece during profiling, drilling, reaming, etc. It is a crucial component for industrial milling applications. The end mills are composed of many components each serving a vital purpose in performing a specific operation over a workpiece.
In this blog, you will know about all the details of specific components that make up an end mill. After reading it completely, you will be able to do a well-informed selection over a variety of end mills.

DIFFERENCE BETWEEN END MILLS AND DRILL BITS
Before we dive into the details of the end mill’s components, you should know the answer to a common question about the difference between end mills and drill bits. Many people consider they are the same, but actually, there is a prominent dissimilarity between the two.
Drill bits plunge into the material directly thus merely creating holes, while the end mills cut the workpiece laterally thereby creating profiles or slots. Though end mills also plunge into the material, their unique profile-creating capability makes them far more versatile than drill bits.
DIFFERENCE BETWEEN INCH SIZE AN METRIC SIZE END MILLS
Because different countries use different units of measurement, the end mills are available in units of inches and millimeters. There is no technical difference between an inch size end mill and a metric size end mill, it is just the unit conversion with micro variation in measurement that occurs during conversion from one to another unit.
Countries like the USA, Canada, Mexico, etc. use inch-size end mills whereas Asia and Europe, etc. use metric size end mills.
Following are common inch size and metric size end mills:
Inch size end mills: 1-1/2″, 2”, 2-1/2″, 2-3/4″ and 3” etc.
Metric size end mills: 1mm, 1.5mm, 2mm, 2.5mm, 3mm, 3.5 etc.
If you need inch size PDF Catalog please view :https://huanatools.com/wp-content/uploads/2022/04/HUANA-Inch-Size-Carbide-End-Mill.pdf
If you need metric End Mill PDF Catalog please view: https://huanatools.com/wp-content/uploads/2022/03/HUANA-Carbide-End-Mill.pdf
COMPONENTS OF END MILLS
The geometry of end mills is divided into the following specifications:
- Type
- Material
- Cutter & shank diameter
- Flutes
- Overall length
- Helix angle
TYPE
There are numerous types of end mills based on shapes but categorically, they are divided into 7 types:
- Centric and Non-centric cutting
- Finishing or roughing
- Flat end or Ball nose
- Indexable or Non-indexable
- V bit
- Bullnose
- T-slot end mill
These features in an end mill define the functioning of the end mill during the machining operation and cutting possibilities with regards to shape and performance.
MATERIAL
Following are the two main materials used to manufacture cutting tools, carbide, and HSS.
Carbide – These are more expensive compared to HSS because they offer better rigidity and operate up to 3 times faster compared to HSS. They are highly heat resistant which makes them feasible to use for tougher materials.
HSS (High-Speed Steel) – Compared to coated carbide, it is economic and is good wear-resistant. It is used to slot or plunge softer materials like wood and some metals like aluminum.
So here’s the bottom line. You can go for Carbide coating end mills if you want to make your investment worth it because carbide-coated-manufactured end mills provide extra durability and contain longer tool life.
Another type of coating that adds extra tool performance to your milling operation is TiAIN (Titanium aluminum nitride) coating. Periodic results prove that it cuts up to 25% faster in comparison and bears lighter on the pocket too. If you care less about the tool’s performance, then you can get a carbide-coated end mill up to 8mm or lesser diameter otherwise go for HSS for larger cutters.
CUTTER DIAMETER
The diameter of the cutter relates directly to what profile you want to cut. For instance, to make a box having interlocking joints, you cannot use a cylindrical tool with a small radius because it will deliver a small circular profile at every internal corner, equal to the radius. This is why “dogbones” are used that have a larger cutting diameter and can easily craft an accurate 90º corner.
Using a tool with a larger diameter offers two significant advantages. Firstly, the tool with larger dia is more rigid allowing deeper cuts simultaneously reducing the tool’s deflection. Secondly, it increases the Material Removal Rate (MMR) which is the material removed in a given unit of time. Since the tool operates internally of material, it performs the cutting job faster with larger dia.
FLUTES
Flutes are deep built-in spiral grooves at the tool’s surface that forms chips of material and evacuates it from the workpiece during the milling process. Also referred to as “teeth” they are the sharp cutting edges due to which the end mill cuts any material.
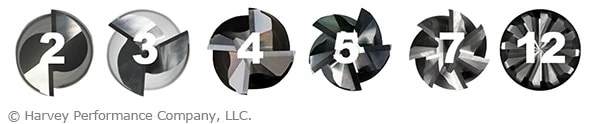
The end mills come in a different number of flutes like 2, 3, 4, 6, etc. Their number depends on the type of material under consideration. The harder the material, the more flutes required.
Choosing an end mill with a certain number of flutes impacts the following factor:
Feed rate – This is the velocity the material is introduced to the cutting tool. More flutes increase the machine’s feed rate.
Finishing surface – Which is the roughness or the smoothness of the finished material. More flutes deliver a smoother surface. An end mill with more flutes is utilized for softer materials like wood and vice versa.
Chips clearing ability – Which is the tool’s ability to evacuate material’s chips while processing. The more flutes in an end mill have shorter flute length and offer less space for chips evacuation, resulting in clogging of flutes, tool deflection, or material breakage. It is the main reason to use softer material for end mills with more number of flutes and larger flute lengths.
OVERALL LENGTH
The overall length is the sum of the length of the shank and flute length. The end mill comes in longer and shorter overall lengths. Longer end mills are used to cut deep parts of the material without collision of the spindle mandrel with the workpiece. The phenomenon is also called “stick out”.
During milling operation with end mills for deeper parts, remember that the cutting depth does not exceed flute length otherwise chips will not evacuate properly, heat will accumulate and the tool may damage.
HELIX ANGLE
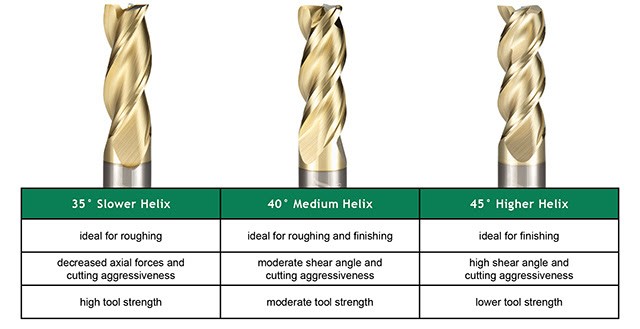
The helix angle is the angle of flutes. These angles define the cutting force, vibration, and heat generation during machining. Most end mills have 30° helix angles. The more degree of helix angle, the smoother the material’s finished surface but the weaker the end mill and unable to sustain heavy cutting depths with high feed rates.
For brittle material, use end mills with lower angles which sustains the heavy cutting depths but delivers a rough finished surface.
CONCLUSION
End mills are cutting tools used in CNC machining to create slots, 3D contouring, and a variety of shapes that are not possible with ordinary cutters. Each component of an end mill plays a significant role in the milling process. It is, therefore, necessary to understand the specifications when selecting an end mill to have minimum operation cost, required finish of the material, and avoid breakage of the tool or material.