
In only the last few years, the business of manufacturing cutting tools has seen a meteoric rise in growth. It might be difficult to choose the appropriate instrument from among the hundreds of available alternatives. It might be difficult to find a tool that can provide modest cutting pressures while both producing a good surface quality and having a smooth cutting motion.
If you are interested in learning how to pick the turning inserts groove that is best for your project, then you should continue reading this article. In this article, you will learn all there is to know about selecting the turning inserts groove that is most suited for the cutting applications you use.
When deciding on the correct turning inserts groove, there are many different aspects to take into consideration. In order to obtain effective chip control and machining performance, it is essential that the insert geometry, insert grade, insert shape (nose angle), insert size, nose radius, and entry (lead) angle be carefully selected.
- Choose the shape of the insert according on the operation that you want to do, for example completing
- For optimal durability and cost effectiveness, use the insert with the most pronounced nose angle possible.
- Determine the size of the insert based on the total depth of the cut.
- In order to maximize insert strength, use the nose radius that is the maximum possible.
- If there is a propensity for vibration, choose a nose radius that is less than what it would normally be.
Turning Inserts Groove Size
When working with turning applications, it is vital to use the suitable form of an insert, and this shape is decided by the ideal point angle, which takes into consideration both strength and economy. The requirements of the application as well as the amount of space available in the application for the cutting tool will determine the right size of the insert. Large insert sizes call for more stability while working with heavy equipment; the usual insert size may generally go up to 25 millimeters. When the project is finished, the height of rotation may often lessen the size of the insert.

How to Determine What Turning Insert Groove Size to Use?
- Find the maximum depth of cut that can be achieved.
- Determine the required cutting length, denoted by the symbol LE, while also taking into account the entrance (lead) angle of the tool holder, the depth of cut, denoted by the symbol ap, and the machine specification.
It is possible to determine the appropriate cutting edge length, L, and IC for the insert by referring to the required LE and ap values.
Turning Inserts Groove Shape
A handy table is provided by Huana Tools to assist customers in determining the appropriate turning inserts groove shape for each given job. The design of the turning insert’s groove has a significant impact, not only on how deeply it cuts into the metal but also on the angle at which it does so. In order to choose the suitable turning insert form, you will first need to determine if your project will need rough, completed, or general turning. After you have gained an understanding of the overall breadth of the task at hand, it is crucial to determine the tools that are necessary for its completion. Carry out some initial research in this regard to ensure that you are using the appropriate turning insert.
It is important to choose the form of the insert in consideration of the needed level of accessibility provided by the tool’s entry angle. For maximum insert strength and dependability, the nose angle should be set as high as it can go. Having said that, this aspect has to be weighed against the varying degrees of cutting that are need to be done.
Large nose angles are durable, but they need for more machine power and have a greater propensity for vibration. Due to the fact that it is weaker and has a smaller cutting edge engagement, a nose angle that is relatively narrow might be more susceptible to the effects of heat.
The Different Types of Turning Inserts Groove Based on the Material
One of the steps in the machining process is called turning, and it involves moving a cutting tool, also known as a bit, in a linear fashion as the work-piece rotates. A significant amount of consideration must be given to the kind of material being worked with before selecting the appropriate turning inserts groove. It is of the utmost importance to choose an appropriate grade for the material to be turned, such as hardened steel. It requires robust insert grades that are very long lasting.
Always seek for turning inserts groove that can endure high temperatures and cut force so that you may discover exceptional durability in turning items. When stainless steel is turned, there is typically significant friction and heat generated as a result of this process. Because of this, it is very necessary to look for turning inserts groove that have the ability to endure heat and give a long and robust life. The very high temperatures that are generated while turning these materials may be tolerated by turning grades that are highly productive without causing the edge to become dull.
The most recent CVD and PVD coated turning inserts groove are the norm for all activities involving stainless steel. Coated turning inserts groove are used for turning stainless steel, and these inserts are coated using a coating process. There is a diverse selection of groove inserts available for cast iron, which include the following:
Turning Inserts Groove With CVD and PCD Coatings
- PCD Coating
A polycrystalline structure composed of diamond particles that have been sintered together to create a material that is hard, resistant to wear, and has a high thermal conductivity (for quick removal of heat from the cutting edge). Used for non-ferrous metals as well as aluminum with a high silicon content, carbon fiber, and polymers with fiber reinforcement.
- CVD Coating
A material that is based on diamond that is twice as wear-resistant as PCD and has a harder surface. When it comes to machining long-chipping aluminum and magnesium alloys, high-silicon aluminum, precious metal alloys, polymers with abrasive fillers, tungsten carbide, and ceramic green compacts, CVD offers a number of advantages.
Understanding Groove Types
It is essential to have a solid understanding of the primary groove kinds, which include TM, MA, MS, HQ, and CQ. Each has a unique set of criteria for how the cutting tool should be applied to the work item. The TM grooving process is often the most straightforward since gravity and coolant both contribute to chip removal. In addition, because the operator can see the groove, doing quality control checks is not only possible but also quite straightforward. However, any possible blockages in the design of the work piece or the holding method for the work should be avoided. When using MA groove tools, it is excellent practice to hold the cutting point slightly below the centerline for optimal performance.
Both the clearance radius on the tool and the radius being cut must be the same for the grooving process to be effective. Tools must also be able to move in an axial manner. When held just little above the centerline, MS grooving tools perform their best.
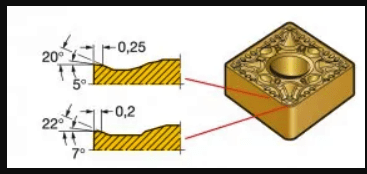
Geometry Of Turning Inserts Groove
It is possible to separate turning geometries into three fundamental styles that are ideal for finishing, semi-finishing, and roughing operations respectively. The graphic illustrates the working area for each shape based on the allowed chip breaking that may occur in relation to the feed rate and the depth of cut.
Turning Insert Nose Radius
The nose radius, often known as RE, is an important consideration during turning operations. Inserts may be purchased in a number of different nose radius sizes. The surface finish, chip breaking, and insert strength are all affected by the selection, which is determined by the depth of cut and the feed rate.
Small nose radius of turning inserts groove
- Optimal for cutting at shallow depths
- Helps to dampen vibrations
- A dull and brittle cutting edge
- An improved ability to break apart chips on average
Large nose radius of turning inserts groove
- Intensive levels of feeding
- Capable of cutting to great depths
- Security with a robust edge
- Enhanced radial force intensities
Cutting Forces And The Depth Of The Cut
Vibration tendencies are influenced by the connection that exists between the nose radius and the depth of cut. As the depth of cut rises, the radial forces that are responsible for moving the insert away from the cutting surface become more axial. It is to one’s advantage to have a greater proportion of axial forces than radial forces. When there is a high radial force acting on the cutting operation, it may have a detrimental impact, which can result in vibration and a poor surface quality. Choose a nose radius that is either the same size as, or a little lower size than, the depth of cut as a general rule of thumb.
- Turning Inserts For Machining Steel
Insert grades that are very hard are required for turning hardened steel. Machining steel is best accomplished with the use of turning inserts with grooves. You can get productive turning inserts groove at Huana tools that are able to endure high temperatures and cutting pressures while still maintaining their cutting edges, regardless of the component you’re working with or the specifications for the surface finish you need.

- Turning Inserts For Roughing

Combinations with a deep cutting depth and a rapid feed rate. operations that need the most cutting-edge level of security.
By giving the cutting section of the tool a better surface polish, it is possible to lower the resistance encountered when the chips are crimped and to enhance the longevity of the turning inserts groove for stainless steel. When processing stainless steel, as opposed to processing regular carbon steel, the cutting quantity need to be adequately lowered in order to slow down turning inserts groove wear. This is because processing stainless steel tends to produce more friction and heat than processing carbon steel. At the same time, an adequate cooling and lubricating fluid should be chosen to lower the cutting heat and cutting force during the cutting operation and to extend the service life of the turning inserts groove. This should be done in order to achieve these two goals.
- Turning Inserts for Semi-Finishing
It is possible to use turning inserts groove for the continuous processing of finishing and semi-finishing stainless steel under improved working circumstances. In addition, when the Turning inserts groove is in excellent functioning condition, it may be utilized for milling steel.
- Turning Inserts For Finishing
The operations were performed with shallow depths of cut and slow feed rates. operations that need just a little amount of cutting force. When it comes to finishing steel, turning inserts groove are often recognized as being among the best available options. The insert is chemically inert and thermally stable; it has a strong resistance to edge accumulation and crater wear, which extends the useful life of the tool while also producing an outstanding surface quality.
Conclusion
To obtain the required form for turning materials that are acceptable, it will be essential to use turning inserts grooves of the appropriate quality and in the appropriate shape. The turning inserts groove that Huana tools created come in a variety of forms, widths, and thicknesses; nonetheless, each of these solutions was designed with the same objective in mind, which was to increase the productivity and tool life of your turning applications. This extensive selection, which encompasses all material groups, makes it possible for you to accomplish your objectives in terms of the rates of material removal, the tool life, and the surface quality.
