
Micro end mill, designed for removing material and creating multi-dimensional shapes and profiles! Micro end mills have cutting edges along the outside diameter and flutes that remove chips from the cutting area and allow coolant to enter.
End mills are also used to drill holes in a workpiece when milling, profiling, contouring, slotting, drilling, counterboring and reaming. Designed with cutting teeth on the face and edge of the body, for instance, 0.5mm end mill can cut diverse materials in different directions.
Types Of End Mills Offers And All The Applications
There are several broad categories of milling tools: and categorization by a series of flutes; helix angle; the material; and lining. Each category can be further subdivided according to the specific application and special geometry.
A very popular helix angle, particularly for general metal cutting, is 30°. When milling, narrower spirals with helix angles of 45° for instance, are common. Straight flute end mills (0° helix angle) are used in special applications, such as milling plastics or perhaps epoxy and glass composites.
Historically, straight flute end mills were also used for metal cutting before Carl A. Bergstrom of the Weldon Tool Company invented the helical flute end mill in 1918.
Variable helix or pseudo-random helix end mills and discontinuous helix geometries are available. These break the material into smaller pieces during cutting (improved chip evacuation and reduce the risk of jamming) and reduce the risk of jamming in large cuts. Some modern designs also include small features, such as chip breakers and corner chamfers.
Although these cutters are more expensive because of a more complex design and manufacturing process, the reduced wear allows them to last longer and improve productivity in high-speed machining (HSM) applications.
Your Traditional Solid End Mills Replaced
Traditional full-shank end mills are increasingly being replaced by less expensive indexable-insert cutting tools like 0.5mm end mill (which, while more expensive initially, reduce tool change times and allow worn or broken cutting edges to be easily swapped out in place of the whole tool.
End mills come in both metric shanks, imperial and cutting diameters. In the US, the metric is readily available but only used by some machine shops and not others; the same applies in Canada because of the country’s proximity to the USA. Metric diameters are standard in Asia and Europe.
Different grooves, slots and pockets can be made in the workpiece with different tool inserts. Common tool bit types include square cutters, ball nose cutters, T-slot cutters, and shell mills. Square cutters can cut pockets, slots, and square edges!
Ball nose cutters mill rounded grooves or 0.5mm end mill. T-slot milling cutters cut exactly that: T-shaped slots. There are also variations of this type of tool.
The Four Critical End Mill Angles
There are four critical angles of any cutting tool: axial clearance angle, final cutting edge angle, radial rake angle, and radial relief angle.
Depending on the material to be milled and the task, different tool types and geometries are used. For example, when milling a material like aluminium, it’s helpful to use a tool with deep, polished flutes, a very sharp cutting edge, and high rake angles.
However, when machining a hard material such as stainless steel, shallow flutes and a square cutting edge, optimize material removal and tool life.
A wide variety of materials are used to manufacture cutting tools such as 0.5mm end mill. Carbide-tipped inserts are the most common because they are well suited for high-productivity milling. High-speed steel is often used when a special tool shape is needed that is not used for high production processes.
Ceramic inserts are typically used in high speed, high production machining. Diamond inserts are typically used in products that require close tolerances and are typically made of high-quality finishes (non-ferrous or non-metallic materials).
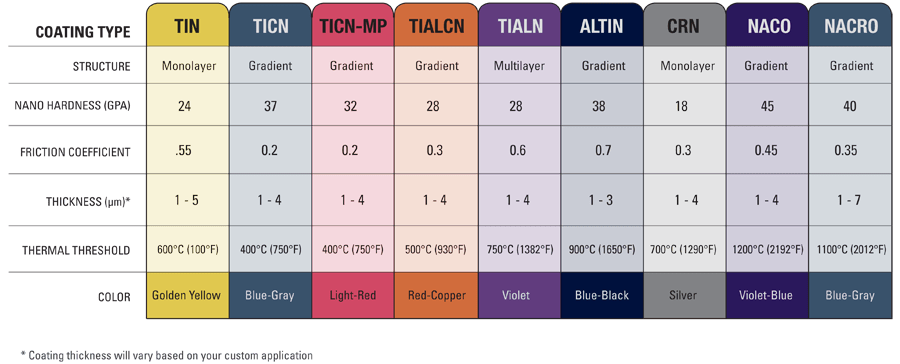
In early 1990, the use of coatings to reduce wear and friction became more common. Most of these coatings are named for their chemical composition, such as:
TiCN (a popular blue-grey coating)
TiN (a basic yellowish coating that is no longer used)
TiAlCrN, AlTiCrN and AlCrTiN (PVD coating)!
AlTiN andTiAlN (well-liked dark purple coating)
Titanium Aluminum Nitride (AlTiN) Coated End Mills Coated Using Cathodic Arc Deposition Technique
PCD veins! Although not a coating, some end mills are made with a polycrystalline diamond “vein”. The vein forms in a high temperature and high-pressure environment.
The vein is formed into a blank and then the material is ground along the vein to form the cutting edge! Although the tools can be very expensive, they can last many times longer than other tools.
However, advances are being made in coatings, with coatings such as amorphous diamond and nanocomposite PVD coatings being seen in high-end stores.
Micro End Mill Is Made Of Computer Numeric Controlled
End mills are typically manufactured on CNC tool grinding and cutting machines under high-pressure lubricants such as water, water-soluble oil and high flash point oil. In-machine grinding is performed with grinding wheels mounted on spindles (and, sometimes, multiple spindles).
Depending on the material to be polished or maybe ground, these wheels are made of industrial diamond (when grinding tungsten carbide), cubic boron nitride (when grinding cobalt steel) and other materials (when grinding e.g. ceramics), sometimes with copper attached.
Square End Mill And Ball Nose Overview
Where sharp corners are not required, the tool’s ball nose creates contoured surfaces. The centre cut design has cutting teeth on the end of the tool so it can be driven into the workpiece like a drill. 30-degree angle balances the strong cutting edge of lower angles for difficult-to-cut materials with the increased cutting power of higher angles.
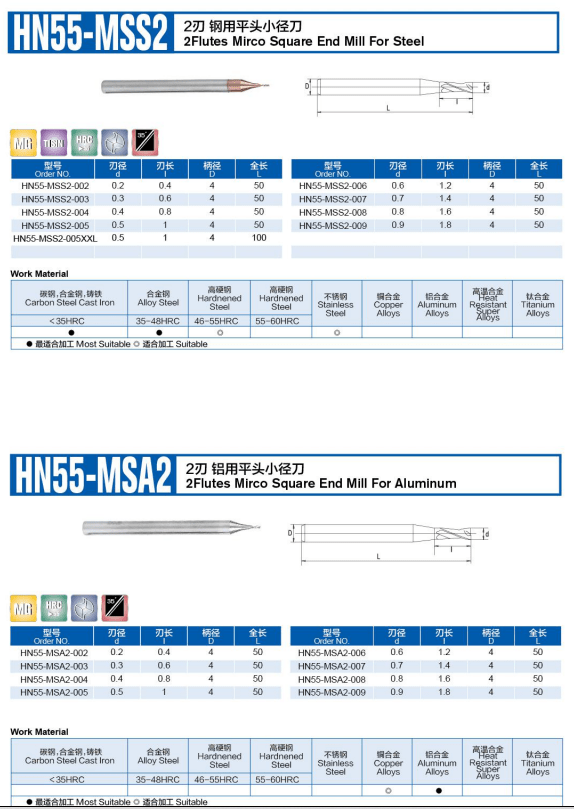
Square end mills are also known as flat cutters. The corners of these end mills are sharp and form a 90° angle. They can be single-sided or double-sided and can be made of solid carbide or various compositions of high-speed steel.
Carbide square end mills are the most productive.They can be general-purpose or heavy-duty geometries. They can be used for countersinking, grooving, face milling, face milling and countersinking. These (Square End and Ball Nose End Mills) are the most popular end mills in the industry. These 0.5mm end mills are available in a variety of diameter sizes.
Micro End Mills Diameter Sizes
For example, the 0.5mm flat end mill has a long flute design for milling cavities and hard-to-reach areas. The shank size is typically 3mm x 50mm and is made from micro-grain solid carbide.
Flat end mills have a square end for milling square slots, grooving pockets, side mills, face mills and countersinks. All are center cut, allowing plunge cuts to be made into a surface. Ideal for routing many materials including plastic, wood, metal, etc!
The TiAlN coating on these end mills withstand high temperatures and protects them from wear. It allows face mills to be used at higher speeds than bright finish face mills and resists cracking and oxidation better than TiCN or TiN coatings.
Finishing cutters produce a finer finish on the workpiece than roughing and roughing/finishing cutters. Miniature ball end mills are small in diameter and offer high precision and control over material removal in detailed milling applications, such as dental milling or small electronics manufacturing.
Learn More About Ball Nose End Mills
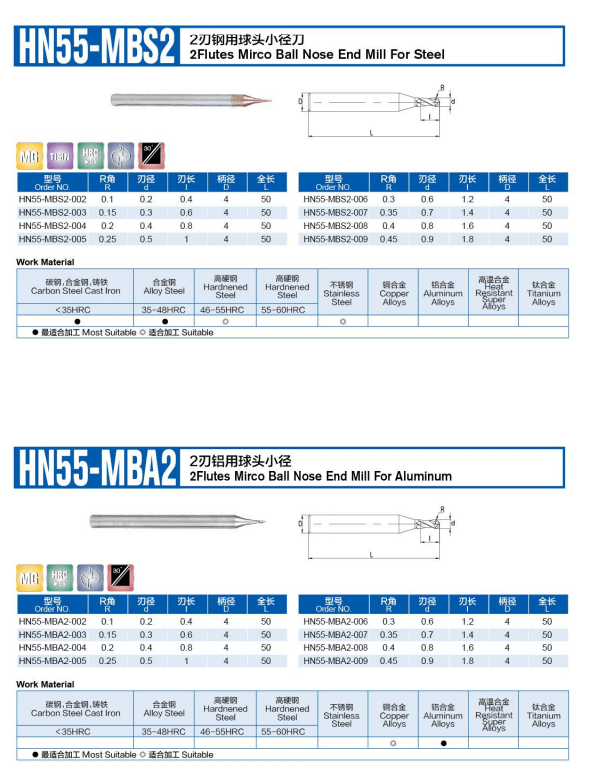
Ball Nose end mills, also known as full radius end mills are cutting tools where the tip radius is equal to half the diameter of the tool. This creates a single constant radius (or sphere) at the end of the tool with no straight edge (sharp corners) on the profile.
These 0.5mm end mills are used for a variety of milling operations, from contouring and profiling to grooving and corner selection, as said earlier. Its primary use is in 3D pre-finishing and finishing operations for industries such as Mold & Die, where the nature of its shape can be leveraged to machine part contours more efficiently.
Ball Nose End Mills Tailored To Range Of Applications
By incorporating various design elements, this micro end mill can be adapted to a variety of applications. Ball Nose End Mills can be used as roughing tools where a large core, neutral cutting angle and slow helix design combined with full radius, and use with HSM machining techniques can achieve extremely long life in the toughest materials.
Sharper designs with increased chip evacuation and uneven helix designs can be combined with more conventional tool paths to rough softer steels with a high level of efficiency and predictability.
As with any tool like 0.5mm end mill, it depends on the individual part and the programmer’s preferences. But don’t be fooled, the ball nose end mill or 0.5mm end mill is a potent ally in the art of part machining.
The Basic Manufacturing Process
The production method, like any solid carbide end mill, comprises a diamond impregnated grinding wheel installed on a dedicated CNC grinding machine. Like most end mills, ball Nose end mills require more than one grinding wheel to complete the tool.
So, several wheels are assembled together in what is referred to as wheel package. For stock products, these packages are standardized by tool design and size. Different wheel grits, diameters and profile shapes are used based on the design criteria of manufacturing engineers.
For custom tooling, fewer wheel packs are used instead of more individual wheel sets to reduce changeover time, often encountered with shorter custom production runs.
The biggest challenge in grinding a perfect ball is maintaining a precise radius from the tip of the bit to the shank of the tool. To achieve this, the relief at the end of the 0.5mm end mill tool that leads to an intersection must be ground to create a perfect radius when reaching the tangent point.
Of course, precision and machine movement are critical to ensure proper control, with precise probing to ensure the wheel profiles don’t wear to where we can’t hold a tolerance of 5 microns over 180 degrees.
Other grinding nuances are added depending on the design, such as finer grit wheels for polishing flutes in aluminium cutters, and smaller grinding wheels with finer profiles to create ball nose mills where the distance between one flute and the next becomes incredibly tight.
The Formula For Ball End Mills
The substrate formulation used for ball end mills also varies by application, but the standard formulation is tungsten carbide with a 10% cobalt mix. Carbide is actually a metal matrix compound in which cobalt particles are embedded in a matrix of tungsten carbide.
The cobalt acts as a binder, adding strength to the mix and making it more impact resistant. The grain size of the tungsten and cobalt particles has a significant impact on the performance and wear resistance of the material.
In general, the smaller the better! For most applications, a 10% fine grain carbide grade (less than 1-micron grain size) is sufficient.
Uncoated 4 Flute Ball Nose End Mill For Aluminum
Many users often ask for more, depending on the 0.5mm end mill application. We are pleased to let you know finer grades with higher hardness for hard milling applications, higher cobalt grades and higher transverse rupture strength (TRS) for aluminium roughing tools that are typically subjected to heavier radial loads.
Conventional vs Micro End Mills
The TiAlN coating lubricates the Micro end mill for high-temperature stability and abrasion resistance at high cutting speeds and offers better heat resistance than TiN and TiCN coatings
Heavy-duty micro reamer that offers better wear resistance and toughness than standard carbide and can run at higher speeds or cobalt steel to withstand wear and high cutting temperatures
Knowing the material to be machined with your say, 0.5mm end mill, and its properties will help you significantly narrow your Micro end mill choices. Each material has different mechanical properties that give it unique properties while machining.
For example, plastic materials require a different machining strategy and different tool geometries than steel. Choosing a tool with geometries tailored to these unique characteristics will help improve tool performance and longevity.
Micro End Mill offers tools optimized for hardened steels, exotic alloys, medium alloy steels, aluminium alloys, free-cutting steels, highly abrasive materials, plastics and composites. If the tool you choose will only be used on one type of material, it’s probably best to go for a material-specific end mill.
These material-specific tools offer custom geometries and coatings that best match the specific properties of your material.
Conclusion
Small deviations in the machine tool can cause slight deviations in the radius, so we test each unit before reviewing. We use a camera-based visual inspection system after grinding the tool to avoid damaging the surface with a contact probe.
This is particularly critical for 0.5mm end mill, where the slightest imperfection or deviation could affect tool performance. If you are looking for the right milling tool for your application, the ball end mill could be the answer.
