The real reason people switch to a spiral upcut router bit
If you’ve ever tried to run a straight bit through MDF, plywood, acrylic, or hardwood and ended up with burning, chatter, or a slot packed with dust, you’ve already met the biggest enemy of routing: trapped chips. Chips that stay in the cut get re-cut. Re-cut chips create heat, heat dulls edges, and dull edges tear fibers. A spiral upcut router bit is popular because it fixes the chip problem first: the helix lifts chips up and out of the cut, which keeps the cutting edge cooler and the slot cleaner.
This is why many CNC users treat an upcut spiral router bit as a “default” for pocketing, dados, mortises, and long slots. It’s not magic, but it is predictable: clear the chips, reduce heat, and you gain stability.
What is an upcut spiral router bit
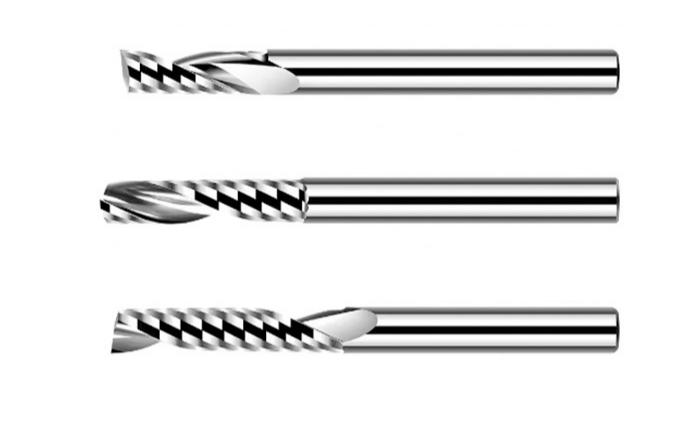
What is an upcut spiral router bit? It’s a spiral-fluted router bit where the cutting edges (flutes) are oriented so chips are evacuated upward, toward the shank. In plain terms, the flute direction pulls chips up and tends to pull the workpiece upward as well, which is why good hold-down matters.
If you hold the bit with the tip pointing down and imagine the router spinning clockwise, an upcut bit’s flute rises as it wraps around the tool. That rising helix is what creates upward chip flow. Many guides summarize it as: upcut throws chips up and out; downcut pushes chips down into the cut; compression combines both sections for cleaner faces on sheet goods.
Upcut vs downcut vs compression in 60 seconds
Type | Where chips go | Which face looks cleaner | Best for | Main risk |
Upcut spiral router bit | Up (toward shank) | Bottom face / underside | Deep slots, pocketing, dados, mortises, CNC routing | Top tear-out + work lift if hold-down is weak |
Downcut spiral router bit | Down (into cut) | Top face | Shallow grooves, pockets where top edge must be perfect | Chip packing + burning in deep slots |
Compression spiral bit | Up at tip + down near shank | Top and bottom (through cuts) | Plywood/veneers and laminates when cutting through | Needs enough depth to engage both sections |
When to use upcut spiral router bit
When to use upcut spiral router bit:
1) Deep slots and dados: Chip evacuation is the difference between a smooth cut and a burned slot.
2) Pocketing on CNC: Upcut reduces chip packing. That means fewer “mystery marks” and less heat.
3) Plunge routing and mortising: Upcut tends to clear chips out of the pocket, which stabilizes the cut.
4) Acrylic and plastics: Pulling chips out helps reduce melting from re-cutting waste (you still need correct feeds to avoid rubbing).
5) Aluminum on capable CNC: Upcut helps evacuate chips so they don’t weld and re-cut (use proper lubrication and conservative engagement if you’re not on an industrial machine).
When NOT to use an upcut as the first choice:
• If the top surface must be flawless on plywood/veneers, an upcut can lift fibers at the top edge.
• If your workholding is weak (thin sheet, poor clamping, weak vacuum), the upward pull can chatter or shift the work.
In those cases, consider a downcut for shallow work, or a compression bit for through cuts in plywood.
A practical “material to bit” map
Material | Good default | Why | Finish tip |
MDF | Upcut spiral router bit | Dust clears; reduces burning in deep pockets | Use dust extraction; avoid dwell |
Hardwood | Upcut for slots/pockets | Clears chips; keeps edge cooler | Climb/conventional strategy matters—test your setup |
Plywood/veneered panels | Compression for through cuts; downcut for shallow top-finish work | Controls tear-out on visible faces | Score pass or painter’s tape for extra clean edges |
Acrylic/plastics | Upcut (often) | Chip evacuation reduces melt risk | Dial feeds so chips form and evacuate—don’t “rub” |
Aluminum (capable CNC) | Upcut (with correct parameters) | Evacuates chips; reduces re-cutting | Use air blast + suitable coolant/lube |
Choosing size: 1/16, 1/8, 1/4, 3/8, 5/16, 5/8, 3/4
Your diameter selection controls stiffness, cut load, and how forgiving the tool is. Here’s a simple rule: choose the smallest diameter that is stiff enough for your depth and feed. Small tools are precise but runout-sensitive.
- 1/16 spiral upcut router bit: micro slots, engraving, tight corners. It’s extremely sensitive to runout and needs light step-downs.
• 1/8 spiral upcut router bit: signs, acrylic work, small dados. Good balance of detail and capability.
• 1/4 spiral upcut router bit / 1/4 upcut spiral router bit: the “default size” for many CNC and general routing tasks.
• 5/16 upcut spiral router bit: a stiffer mid-size that can rough faster than 1/4 while still fitting many setups.
• 3/8 spiral upcut router bit: production routing and thicker stock; more stiffness than 1/4 for heavier cuts.
• 5/8 spiral upcut router bit: aggressive routing on rigid machines; excellent chip space but demands strong workholding.
• 3/4 upcut spiral router bit: large profiles and heavy work—best suited to rigid CNC/spindles rather than lightweight hobby machines.
Shank choice: spiral upcut router bit 1/4 shank
Many buyers specifically search spiral upcut router bit 1/4 shank or upcut spiral router bit 1/4 shank. The reason is simple: 1/4-inch collets are common on trim routers and smaller spindles. A 1/4 shank can do great work, but it is less stiff than a 1/2 shank.
If you’re running a 1/4 upcut spiral router bit with a 1/4 shank, keep stick-out short, avoid aggressive full-width cuts, and use multiple shallow passes. For larger diameters, a 1/2 shank is generally safer and stiffer. The shank is your backbone: stiffness reduces chatter, which protects the cutting edge and improves finish.
Carbide spiral upcut router bit: solid carbide vs carbide-tipped
Carbide is about edge life and heat resistance. Many general guides note that carbide-tipped router bits stay sharp longer and handle higher temperatures better than steel. Solid carbide router bits are often positioned for specialized applications like mortising, laminate trimming, and pattern cutting when other bits may not perform as well. The tradeoff is brittleness: solid carbide can chip if runout is high or the cut is unstable.
A practical buying rule:
• If you have a rigid CNC, accurate collets, and stable workholding, a solid-carbide upcut spiral router bit can be a high-performance option.
• If your setup is mixed (handheld work, occasional rough routing, varied materials), carbide-tipped can be more forgiving while still delivering strong tool life.
Specs to check before buying (the 7-point checklist)
Spec to verify | What to look for | Why it matters |
Carbide type | Solid carbide vs carbide-tipped (clearly labeled) | Controls edge life and brittleness |
Flute length | Matches your real cut depth | Too long reduces stiffness; too short limits reach |
Overall length | Enough reach without excess stick-out | Extra length increases deflection and chatter |
Shank size | 1/4 or 1/2; matches your collet | Stiffness and safety |
Helix direction | True upcut spiral | Determines chip flow and finish behavior |
Edge quality | Clean grind, no visible chips | Better finish and longer life |
Packaging/storage | Individual sleeves or separators | Prevents edge chipping in storage |
Troubleshooting: common problems and fixes
Problem | Likely cause | Fix |
Top tear-out on plywood | Upcut lifting fibers at top surface | Use compression for through cuts; use downcut for shallow; score pass or tape |
Burning in slots | Chips packing or feed too slow (rubbing) | Increase feed, reduce RPM, improve chip evacuation |
Chatter marks | Too much stick-out, weak hold-down, dull tool | Shorten stick-out, improve clamping, reduce depth per pass |
Melting acrylic | Re-cut chips + heat | Ensure chips evacuate, increase feed to form chips, use air blast |
Bit breaks (small sizes) | Runout, aggressive step-down, vibration | Improve collet/runout, reduce depth, use stub-length tools |

FAQ
1) What is an upcut spiral router bit?
A spiral-fluted bit that moves chips upward toward the shank, improving chip evacuation.
2) When to use upcut spiral router bit?
Deep slots, dados, mortises, pocketing, and many CNC routing jobs where chip evacuation is critical.
3) Is an upcut spiral router bit good for plywood?
It can be, especially for chip evacuation and bottom-edge finish, but it may tear the top veneer. For through cuts where both faces matter, consider compression.
4) What’s a good “default” size?
A 1/4 spiral upcut router bit is a common all-round choice for many shops.
5) What about 1/16 and 1/8?
They’re excellent for detail, but runout-sensitive. Use light passes and precision collets.
6) Is a spiral upcut router bit 1/4 shank strong enough?
Yes for many jobs, but keep stick-out short and avoid overly aggressive cuts.
7) Solid carbide vs carbide-tipped—what should I buy?
Solid carbide can excel in rigid setups; carbide-tipped can be more forgiving in mixed routing.
8) Why do spiral bits feel “faster” than straight bits?
Spiral geometry shears fibers and clears chips more effectively, which reduces heat and improves stability.