
Machining is an important process in the sectors that deal with cutting metal. Manufacturing has been more efficient as a result of ongoing advancements in both technology and technique that have been introduced into the machining sector. The removal of material from a workpiece is the primary objective of the majority of machining processes. This is accomplished by using either rotary cutters (such as milling or drilling) or stationary tools (turning). During the machining process, heat is created at the contact between the chip and the tool. This heat is then removed by coolants or cutting medium. Modifications should be made to the machining parameters such as feed, depth of cut, and cutting speed in order to produce better quality while simultaneously increasing productivity. U drills are a kind of drilling instrument that include carbide inserts. These inserts are easy to replace and cost effectively. Insert type U-drills are used for the process of embedding heat pipe because of their widespread employment in CNC machining centers and high-speed machining applications. These tools are used to produce and expand holes.
In order to facilitate the machining of a wide variety of materials, HUANA U Drill Inserts are offered in a variety of grades and geometries. Plunge drilling is a procedure that is used for the purpose of roughing out holes. This approach makes use of multiple axial cuts in order to create a deeper hole or cavity. The U drill insert is versatile enough to be used in a variety of machining settings. Because of the high tool body strength, even the most laborious of plunge drilling operations may be carried out. The HUANA U drill insert provides a solution that is both power-efficient and productive, as well as having a high rate of metal removal. The HUANA U drill has an insert in both the center and the perimeter, as well as geometrics and grades suitable for all types of material, and wiper geometry designed to provide the smoothest possible surface finish. It is possible to be provided with an internal coolant, and a diameter range that has been built specifically for particular choices is accessible.
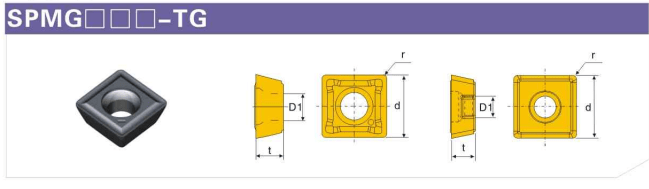
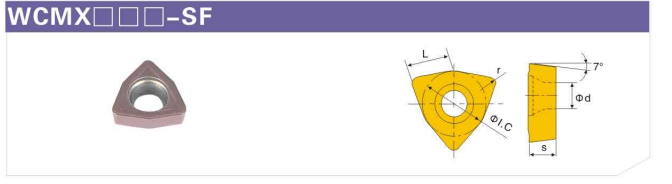
Models of Inserts Suitable for Use in U-Drills
These SPMG and WCMX type U drills feature a drilling range of LXD 2 to LXD5 and a diameter range of 12 mm to 60 mm. They are available with square and trigon shape inserts and come in a variety of drilling ranges. Now, tiny drills ranging from 8 mm to 12 mm are also becoming more widespread, and if they are successful, they have the potential to be highly cost efficient for drills of these sizes. The WCMX030208, WCMX040208, WCMX050308, WCMX06T308, and WCMX080412 are just a few examples of the models that may be found in the WCMX inserts. Other models include: While the SPMG insert is also available in a variety of different variants, such as SPMG050204, SPMG060204, SPMG060204, SPMG07T308, and SPMG090408, amongst others, these are only some of the available options.
The WC type and the SPMG type are the drill inserts that are used the most often in the field of metalworking. Boring activities are a good candidate for the usage of indexable insert drills since they reduce the amount of time spent changing tools. The use of plunge drilling as a technique for roughing out voids is very successful. By making several axial cuts with a drill or milling cutter, it is possible to create a cavity or hole that is deeper. This method is particularly well-suited for rough machining. Because the primary cutting forces are focused axially along the spindle, it is power-efficient, productive, and decreases the demands placed on the spindle of the machine tool. Drilling a hole for the plunging tool is the first step in the process of internal plunge milling. The distinctive PG chipbreaker has a one-of-a-kind design that incorporates a corrugated edge. This assures both high edge strength and effective chip breaking.
How They Operate and What Applications They Have
U drills have bodies made of hardened steel, and the SPMG060204 inserts at the end of the tool are the ones that really accomplish the cutting. There is one center insert and one peripheral insert, and they both overlap one another. Drills with larger diameters will have more than two inserts in their chucks. The maximum hole diameter tolerance that may be achieved is approximately 0.25 millimeters.
The temperature at the cutting edge may be kept at a safe level by delivering coolant all the way through the drill body to the tip of the drill. This also helps to flush chips out of the flutes. The significant rates of metal removal need a significant contribution from the coolant in the process of chip evacuation. In an ideal world, the pressure of the coolant should be more than 8 bar, and this pressure should continue to rise as the hole becomes deeper.
The speed of cutting along the rim of the blade is greater than the speed of cutting in the middle of the blade. As a result of the low cutting speed and the fact that the drill crushes and scrapes the material rather than cutting it, the cutting quality is quite poor in the middle of the hole. Therefore, the characteristics of the central and peripheral inserts are distinct from one another, and
- The inserts might take on a variety of various forms.
- The inserts could have the same form, but they might be of various grades and have distinct chip breaker geometries.
Inserts for U drills must have the grade and chip breaker geometry that is suggested by the tool maker. This is standard procedure for insert selection for any operation.
What are U drills inserts, and why are they preferable for the following 5 reasons?
Inserts are cutting tools that are used to manufacture drills in any kind of work piece, including wood, aluminum, brass, steel, cast iron, titanium, and so on. To grasp the fundamentals of U drills, inserts are the cutting tools. There aren’t many different kinds of drills available for purchase, but the ones that are available are the ones that see the most use due to their low prices, ease of operation, and adaptability to both milling and turning machines.
Here are reasons why u drills inserts are economical and efficient in terms of cost:
- The Price
The Price of Carbide It is ten times more expensive to buy a drill than it is to buy an HSS, therefore here is the U drill, which comes with an inexpensive carbide. Drills are highly expensive in comparison to HSS. U drill insert You can get a square with four corners or a triangle with three edges, and the price of U-drill inserts is much lower.
- No Need To Make A Center Mark
There is no need to make a center mark or a center hole because u drills may plunge straight into the work piece, there is no need to make a center drill mark. This saves both turret space in the lathe and additional time in both machines.
- The capability of drilling
There is a capacity for drilling included with every drill. LD2, LD3, LD4, LD5, and LD6 are their common names. LXD stands for “length by diameter.” if a 20 mm drill has LD4 capacity, it can drill up to 80 mm, and the same drill with LD3 capability can drill up to 60 MM; thus, when choosing a drill, you need to keep your drilling range in machine in mind.
- Tolerance
There is a +/- tolerance on Drill, and the more LXD there is, the more tolerance there is. There is a possibility of if you decide to go with an LXD5 U drill. 2 sizes of drill sizes since the tolerance decreases with decreasing diameter, it is not a wise option to take an LXD5 drill when what you need is an LXD3 drill.
- By Means of Chilling Agent
U drills are through coolant because external coolant cannot reach in depth; therefore, it is always preferable to choose a drill with coolant holes only because coolant can reach inside, preventing it from burning and assisting in better chip evacuation. U drills are through coolant because external coolant cannot reach in depth.
Steel of the highest grade and carbide inserts are used in the construction of the HUANA U drills. It differs from standard drills in that it is outfitted with a water exit hole at the bottom of the drill point, it has a higher efficiency than standard drills, and it is possible to process up to five times the diameter of the drill in a deep hole when cutting circumstances are steady. The replacement of the blade is the primary benefit that comes with using the U drill insert. After the cutting edge of the drill blade has worn down to the point where it is no longer effective, the blade is indexed or spun to expose a fresh cutting edge.
Important Things To Remember When Using U-Drill
When installing U-drill inserts, care should be taken to pay attention to the positive and negative directions, as well as which blade is up, which blade is down, which is facing inside, and which is facing outwards. Other important points to keep in mind when working with a U-drill include the following:
- It is necessary to make the necessary adjustments to the center height of the U drill insert, and the needed control range will vary depending on the diameter. In most cases, it is maintained at a precision of 0.1 millimeter or better. When considering the center height requirement, keep in mind that the diameter of the U drill insert plays a role.
- The U drill has extremely specific specifications for the coolant that it must adhere to. It is essential that you make sure the coolant is expelled from the middle of the U-shaped drill bit insert.
- The cutting parameters of the U drill are set in accordance with the manufacturer’s instructions in an exacting manner. However, the cutting parameters also take into account the blades of various manufacturers as well as the power of the machine tool. During processing, you have the ability to refer to the load value of the machine tool and make modifications as necessary. In most cases, high speeds are used in conjunction with low feed rates.
- The blades of the U-drill have to be inspected on a regular basis and changed out when necessary. It is not possible to reverse the order in which different blades are placed.
- The quantity of feed that should be used should be adjusted based on the level of difficulty of the workpiece as well as the length of the tool overhang. The more difficult the workpiece, the longer the tool overhang will be, and the less material will be fed into the machine.
- Do not use blades that are overly worn, keep a record of the link between the amount of blade wear and the number of working pieces produced, and replace old blades with new ones at the appropriate intervals.
- Make sure that you are using a proper amount of the appropriate coolant inside. The removal of chips and maintenance of a stable temperature are the primary responsibilities of the coolant.
- U drill inserts are unable to be used in the processing of softer materials such as copper and soft aluminum.
Conclusion
U drills are a kind of drilling instrument that include carbide inserts, and they are characterized by their ease of use and cost effectiveness. In order to facilitate the machining of a wide variety of materials, HUANA U Drill Inserts are offered in a wide range of types and sizes. The HUANA U drill insert provides a solution that is both power-efficient and productive, in addition to having a high rate of metal removal. Get in touch with HUANA if you want to acquire U drills inserts of a high quality! Contact us, and we will gladly respond to any questions or concerns you may have.