
Because there are so many different CNC machining tools, CNC machines are capable of performing a wide variety of machining processes. These diverse CNC tools each have their own unique set of features, which enables them to do a wide variety of tasks while simultaneously lowering the amount of human labour required from machine operators. This solves an age-old problem in manufacturing, which was that machine operators would become exhausted and mess up the process.
We are going to study about the life of CNC tools right now. To begin, we are interested in finding out how the raw material and coating affect the life of CNC tools. A tool is anything that cuts or removes material from the workpiece in order to mould it into the desired form. It is not possible to employ any of the materials that are accessible since a cutting tool has to have some qualities that allow it to endure the cutting
- A cutting tool has to have certain qualities, such as great resistance to heat, a high level of hardness, etc.
- The following stage, which is going into tool life, occurs once the needed material for the cutting tool has been selected.
- The term “tool life” refers to the length of time that a cutting tool is effective.
- Tool life is the amount of time that passes in between two subsequent grindings during which a tool continues to function effectively and appropriately and is able to withstand the effects of working circumstances.
Tool life is also dependent on the tool’s capacity for work and its resistance to a variety of situations. In order to understand the correct operation of the tool, there are a few parameters that reflect tool life, and these factors assist to determine the life of CNC tools.
What Exactly Is The Tool Life?
The term “tool life” refers to the amount of time that a machine tool is really of any use. It is possible to express it in terms of the number of high-quality pieces that a particular tool is capable of cutting. The useful life of a tool is considered to be over after it has reached the point when the produced components do not conform to the specifications, at which time the tool has to be replaced. In CNC machining, tool failure, tool wear, and overall tool life are all unavoidable aspects of the process. If they are used frequently enough, all CNC tools will ultimately wear down and stop functioning properly. However, manufacturers may drive the most efficient use of their machine tools by efficiently regulating the tool’s lifespan. This is the key to making the most of their machine tools.
Every tool has a unique and calculable lifetime curve, which is the amount of time throughout which it is anticipated that the tool will continue to function and manufacture components that meet the specified quality requirements. However, the CNC tool life can be difficult to correctly establish, particularly if the process is done manually. This is because there are a large number of elements that influence the amount of time a tool is designed to last. To provide just a few examples, there is the material that is being worked on, the sort of cut that is being performed, the speed and feed rates, etc..
Tool life is one of the most significant aspects to consider when determining machinability. Tool life refers to the amount of time during which a cutting tool performs at its optimal level. The term “tool life” refers to the amount of time that passes between two consecutive grindings of the tool and two consecutive replacements of the tool. A cutting tool need to have a long life span. Because the grinding and replacement costs are so expensive, having a tool that only lasts a limited amount of time is not cost effective. The tool life has been significantly increased thanks to recent developments in tool material.
When a tool is no longer able to carry out the task that it was designed for, we say that it has reached the end of its useful life. The following symptoms suggest that the instrument has reached the end of its useful life
- Unsatisfactory surface polish, as well as errors in dimensions and the presence of chatter marks on the work-piece
- An increase in temperature at the contact between the workpiece and the tool as a result of friction
- Worn down and ruined cutting edges
- A dramatic rise in the amount of power consumption.
Machining with Different Types of CNC-Coated Cutting Tools
- Coating tools for CNC machining may be split into two categories: coating tools that use chemical vapor deposition and coating tools that use physical vapor deposition. Each category is determined by the type of coating technology that is used. In most cases, a chemical vapor deposition technique is used to coat the cemented carbide tool, and the temperature of the deposition process is around 1000 degrees Celsius. The coating on a high-speed steel tool is often applied using a method called physical vapor deposition, and the temperature of the deposition process is typically around 500 degrees Celsius.
- Cutting tool coating may be broken down into many categories based on the diverse substrate materials of coated tools. These categories include carbide coated tools, high-speed steel coated tools, coating tools on ceramics, and coating tools for super hard materials.
- The coating tool may be broken down into “hard” coated tool and “soft” coating tool categories, depending on the qualities of the materials being coated. The “hard” coating tool’s primary goal is to achieve a high level of hardness and wear resistance. The tool’s benefits include a high level of hardness as well as a good wear resistance; tic and tin coating are notable examples of this type of coating. The friction coefficient of workpiece material is only approximately 0.1, which may minimize adhesion and friction, as well as cutting force and cutting temperature. The purpose of a “soft” coating tool is a low friction coefficient, also known as a self-lubricating tool.
- In recent years, nano-coated instruments have come into existence. To fulfill a wide range of functional and performance requirements, the coating tool may be utilized with a wide variety of coating materials in a variety of different combinations. Because of the way the nano coating is designed, the material of the tool may be given outstanding anti-friction and anti-wear functions, as well as self-lubricating performance. This makes the material appropriate for high-speed dry cutting.
What Are Some of the Most Common Coatings Used in CNC Machining Tools?
The coating that is applied to CNC machine tools is yet another component that helps to contribute to their qualities. These coatings have the potential to extend the life of the tool, increase its hardness, and enable it to resist greater temperatures. The following are some examples of common tool coatings:
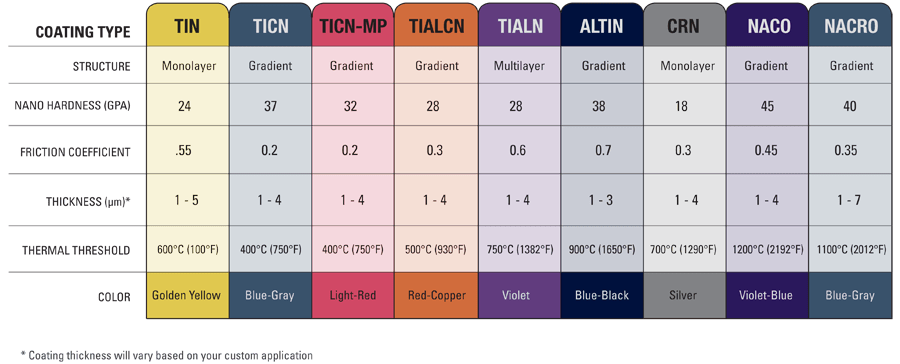
- Titanium Nitride
This is one of the oldest coatings that was used to improve the hardness of cutting tools, and it is also one of the most prevalent coatings used today. In addition to increasing the hardness of tools, it also enhances a number of other attributes, including their resistance to thermal instability and wear. In addition to that, its resistance to oxidation is average. Despite this, producers have developed variants of this coating that have improved physical characteristics. Because of this, its application is not nearly as common as it formerly was.
- Chromium Nitride
Chromium nitride coatings were created by manufacturers because titanium nitride coatings were unable to fulfil their intended purpose. The coating gives machine tools a higher level of hardness and protects them against corrosion at the same time. This not only boosts their thermal strength but also makes them appropriate for use in instruments that will be subjected to intense heat.
- Aluminum Titanium Nitride (AlTiN)
This coating is not to be confused with the coating that consists of titanium aluminum nitride (TiAlN). The amount of aluminium in these two products is different. TiAlN has a total of 40% aluminum, whereas AlTiN has around 65% aluminum in its composition. The use of this coating boosts the CNC machine tools’ resistance to heat.
- Titanium Carbo Nitride
This particular formulation of the titanium nitride coating includes carbon as one of its constituent elements. This coating has a low temperature at which it can function, which means that it cannot be used in environments where the temperature is very high. It enhances properties of CNC cutting tools, such as their hardness and surface lubrication, among other benefits.
How Does Coated Tools Effect CNC Tools Life?
- Good mechanical and cutting performance:The CNC coated cutting tool combines the great performance of the substrate material and the coating material. This not only preserves the good toughness and high strength of the substrate, but it also has the high hardness, high wear resistance, and low friction coefficient of the coating. As a result, the cutting speed of the tool with the coating is two times higher than the cutting speed of the tool without the coating, and a higher feed rate is permitted. Additionally, the lifespan of coated cutting instruments is lengthened.
- A high degree of universality:the coated tools used in CNC tools have a wide variety of processing capabilities and a broad universality. It is possible for one type of coated tool to take the role of many types of uncoated tool.
- The thickness of the coating: An increase in the coating thickness also results in an improvement in the tool life. When the coating thickness reaches its maximum, any further increases to the tool life will no longer be possible. If the coating is too thick, it is simple to peel off, and if it is too thin, it has a low resistance to wear. Neither of these situations is ideal.
- Poor regrinding property: The coated blade has a poor regrinding property, the coating equipment is complicated, the process requirement is high, and the coating time is prolonged.
- Materials for the coating:There is a noticeable difference in the cutting capability of tools that have been coated with various materials. When cutting at high speeds, tin is a better material to use, whereas a coating made of TiC has an advantage when cutting at low speeds.
Coated Tool Applications for CNC Tooling
The CNC coated tools have a lot of potential to provide in the realm of CNC machining, and they are going to become a very important variety of tool in the realm of CNC machining in the not-too-distant future. Tools for cutting composite holes, end mills, reamers, drills, and gears have all benefited from the use of coating technology. The requirements for high-speed machining of different types of steel and cast iron, as well as heat-resistant alloys and non-ferrous metals, may be satisfied by hobs, gear shaping cutters, gear shaving cutters, forming broaches, and various machine-clamped indexable inserts..
Raw Materials Affecting CNC Tools Life
When determining how long a tool may be used for, another important consideration is the materials from which it is constructed. It should be machined correctly and constructed from a material that is robust enough to carry out the duties that are expected of it. In addition, there is a wide selection of surface treatments that may be utilised to raise the surface’s level of hardness and wear resistance.
In the same way that the workpiece hardness is important, the tool material needs to have performance characteristics that match or even outperform those of the cut piece. Some tools, such those made of material life-hardened steel or exotic metals like titanium, can be specifically hardened so they can operate with these materials. However, they need to be built in such a way that they can function with metals that have a poor surface polish.
Various Types of CNC Tools Materials and Their Properties
There are several methods of cutting, each of which may be carried out in a variety of settings. It is essential that the qualities of the cutting tool and the material being cut be compatible with one another, taking into account the cutting circumstances and the needs of the specific cutting tool. What is being machined should be taken into consideration when choosing the sort of material to use for a certain application. The following is a categorization of these various materials:
- Carbon Tool Steel
In low-speed machining processes, this is an example of a typical type of metal cutting tool that is also very affordable. These cutting tools are made of carbon steel, and their composition consists of between 0.6% and 1.5% carbon, as well as smaller quantities, less than 0.5%, of silicon and manganese. In order to increase the material’s hardness, other materials like as vanadium and chromium might be added.
Carbon tool steels are favoured over other types of tool steels because they are resistant to abrasion and can keep their cutting edge for an extended length of time. When temperatures exceed 250 degrees Celsius, however, they begin to lose their hardness. This indicates that they are not suitable for use in environments with high temperatures. Milling tools, twist drills, and shaping tools are typical examples of the applications that call for tools made of carbon steel.
- High-Speed Steel (HSS)
High-Speed Steel (HSS) is another type of high-carbon steel that contains a large amount of alloying elements, such as chromium and tungsten, to enhance the material’s hardness and resistance to wear. When temperatures reach 650 degrees Celsius, HSS begins to lose its toughness. It is consequently recommended to make use of coolants in order to lengthen the life of tools. In order to achieve the desired improvements in characteristics, the following surface treatment can also be applied to HSS..
- Super-finishing to reduce friction
- Electroplating using chromium to reduce friction
- Nitriding for improved wear resistance
- Friction reduction by oxidation
- Broaches, single point lathe tools, and milling cutters are all made with high-speed steel tools.
- Cemented Carbide and Cement
Metallurgy is the process that is used to make the cemented carbide cutting tool. Cobalt acts as a binder for the tungsten, titanium carbide, and tantalum that go into its construction. The fact that cemented carbide tools are very strong and can withstand high temperatures and cutting speeds is perhaps the most important characteristic of these tools. For instance, you may use them to cut at temperatures as high as one thousand degrees Celsius without causing any change in the qualities they possess. When making rough cuts, it is best to use a tool with a high cobalt content, whereas instruments with a low combat content are more suited to finishing applications.
- Ceramics
Silicon nitride and aluminum oxide are two types of ceramic that are often utilized in the production of cutting tools. The ceramic material powder after being crushed and inserted at very high temperatures, produces tools that are inert and resistant to corrosion. Because of this, their compressive strength is rather strong. Ceramics maintain its stability throughout operation even when subjected to temperatures of up to 1800 degrees Celsius, and they are about ten times faster than HSS. There is no need for an extra coolant due to the minimal friction that exists between the chip and the surface, as well as the poor heat conductivity.
- Cubic Boron Nitride (CBN)
The material known as cubic boron nitride (CBN) is the second hardest substance overall, and it is often used in hand machineries. They have a great resistance to abrasion and may be used as abrasive in grinding wheels. Ideal speeds for them range from 600 to 800 metres per minute.
- Diamond
This is the hardest material that can be used to make tools. Both its melting point and its thermal conductivity are quite high. As a consequence of this, it has remarkable abrasion resistance, minimal thermal expansion, and a low friction coefficient. It is often regarded as the optimal tool for the machining of abrasive materials such as carbides, nitrides, and glass. It should be noted that diamond is not ideally suited for machining steel.
How the Carbide Rod Affects the Cutting Life?
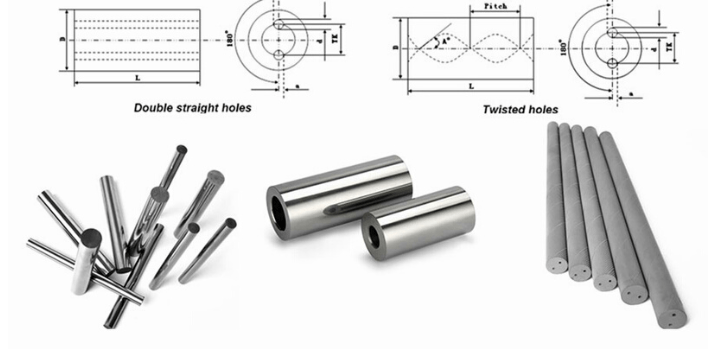
Customers like carbide rods because of their high results and wide variety of industrial applications. Do you know the variables that determine the Carbide rods’ cutting life? When the temperature is high, the friction between the chips and the workpiece in the cutting tool causes carbide rod to deteriorate over time, eventually breaking. How to lengthen the cutting life of carbide rods, which affects production efficiency, processing costs, and processing quality, is an essential problem. Carbide rod wear causes early excessive tool wear. The phrase “carbide rod cutting life” refers to the period of time (MIM) when the overall amount of tool wear exceeds a predefined criterion.
HUANA Grade | ISO Grade | Grain Size | Cobalt Content | Densiy | Hardness | TRS | Application |
|
| um | % | g/㎤ | HRA | N/㎟ |
|
HN304F | K20-K30 | 0.7 | 10 | 14.45 | 91.8 | 4000 | Grade for roughing and semi-finishing milling of heat-treated steel,common alloy steel,cast iron and other soft material below HRC45.Superior microstructure by the customized powder of high quality from H.C.Starck,with allows the particle size distribution to be centralized with better stability and wear resistance. |
HN401 | k30-k40 | 0.6 | 12 | 14.18 | 92.4 | 4000 | General processing grade for material below HRC50.Suitable for semi-finishing and finishing milling of non-ferrous metal, common die steel, aluminum alloy and materials with uniform structure. |
HN404 | K30-K40 | 0.6 | 12 | 14.25 | 92.4 | 4200 | Grade for roughing and semi-finishing milling of material(HRC45-52),including stainless steel,aluminum alloy,alloy steel,non-ferrous metal.Superior microstructure by the customized powder of high quality from H.C.Starck,which allows the particle size distribution to be centralized with better stability and wear resistance. |
HN204N | K10-K20 | 0.2 | 9 | 14.4 | 93.6 | 4500 | Excellent grade for material below HRC60 such as hardened steel. Also suitable for non-alloy metals, high hard plastics, non-alloy steel, reinforced fiber composite materials, titanium alloy materials,etc., and is widely used in the processing of high speed, high hardness and high wear -resistant materials.Application for high speed cutting tools. The ultra -high toughness allowed by the customized WC powder of nano-particle from H.C.Starck. |
HN104U | K05-K10 | 0.4 | 6 | 14.75 | 93.8 | 4200 | Grade for mills and drills with 0.4mm≤D≤1.6mm.Superior microstructure by the customized powder of high quality from H.C.Starck, which allows the particle size distribution to be centralized with better stability and wear resistance. |



There are three main factors that influence the carbide rod cutting life. They are the choice of coating, the preparation of the cutting edge, and the preparation of the tool substrate.
- The Carbide Rod substrate
The substrate characteristics of carbide rods can be influenced by the WC particle size. The toughness of the carbide rod increases with particle size. The carbide rod’s wear resistance improves with decreasing particle size. To achieve good toughness, the cobalt concentration of the carbide rod can also be adjusted between 6% and 12%.
- Carbide rod cutting edge preparation
Edge passivation, another name for the process of preparing a carbide rod’s cutting edge, is a crucial element that determines whether machining will be successful or unsuccessful. More cutting edge passivation is needed when continuously turning and milling the majority of steel and cast iron inserts.
- Coating options for carbide rods
Up to a point, the coating can increase the cutting toughness of carbide rod cutting life. Titanium nitride coating, nitrogen aluminium titanium coating, titanium carbonitride coating, chromium nitride coating, diamond coating, and other coatings are examples of coating technology.
Conclusion
In order to assist you choose the best solution for your task, this article explains how raw materials and coatings affect the life and properties of CNC tools. Get in touch with HUANA if you are looking to buy CNC tools that are of a high quality and have a long life.