




| Processing | Insert shape | Type | Dimension (mm) | CVD | PVD | Cemented carbide | Cermet | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| LE | IC | S | DI | RE | HN8105 | HN8115 | HN8125 | HN8225 | HN8135 | HN6115 | HN1135 | HN9105 | HN7115 | HN7125 | HN7225 | HN5125 | HN5225 | HNK10 | HNK20 | HNC10 | HN115C | |||
| Finishing |

|
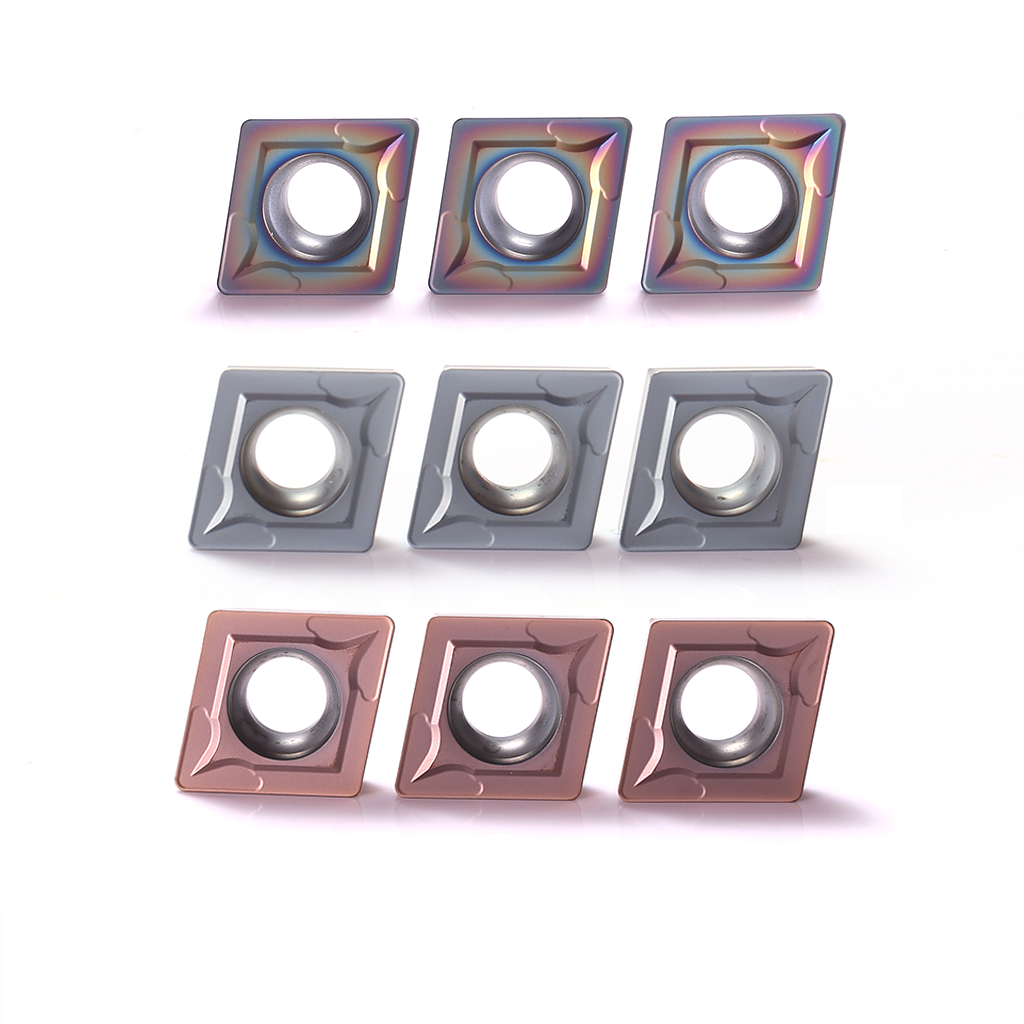
CCMT060204-TF | 6.4 | 6.35 | 2.38 | 2.8 | 0.4 | ★ | ☆ | ☆ | ||||||||||||||
| CCMT060208-TF | 6.4 | 6.35 | 2.38 | 2.8 | 0.8 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT09T304-TF | 9.7 | 9.525 | 3.97 | 4.4 | 0.4 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT09T308-TF | 9.7 | 9.525 | 3.97 | 4.4 | 0.8 | ★ | ☆ | ☆ | ||||||||||||||||
| Semi-finishing |

|
CCMT060204-TM | 6.4 | 6.35 | 2.38 | 2.8 | 0.4 | ★ | ☆ | ☆ | ||||||||||||||
| CCMT060208-TM | 6.4 | 6.35 | 2.38 | 2.8 | 0.8 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT09T304-TM | 9.7 | 9.525 | 3.97 | 4.4 | 0.4 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT09T308-TM | 9.7 | 9.525 | 3.97 | 4.4 | 0.8 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT120404-TM | 12.9 | 12.7 | 4.76 | 5.56 | 0.4 | ★ | ☆ | ☆ | ||||||||||||||||
| CCMT120408-TM | 12.9 | 12.7 | 4.76 | 5.56 | 0.8 | ★ | ☆ | ☆ | ||||||||||||||||
| Grade Name | Grade Features | Grade Name | Grade Features |
|---|---|---|---|
| HN1125 | CVD coating, yellow color, general purpose machining grade, suitable for machining steel and stainless steel at medium to high cutting speeds, and outstanding for machining soft steel. | HN205 | PVD coated, black color, universal grade for machining of cast iron. |
| HN1225 | CVD coating, black color, universal machining grade, suitable for low carbon steel, cast iron, stainless steel machining at low and equal cutting speeds, with better wear resistance. | HN2051 | PVD coating, bronze color, stainless steel semi-finishing and finishing. |
| HN1235 | CVD coated, black and yellow, universal processing grade, suitable for all kinds of steel processing. | HN9201S | PVD coating, silver white, high temperature alloys, titanium alloys, semi-finishing and rough machining. |
| HN8061 | PVD coating, bronze color, stainless steel, steel, high-temperature alloy processing, semi-finishing preferred. | HN9202S | PVD coating, silver white, high temperature alloys, titanium alloys, semi-finishing and rough machining. |
| HN3125 | CVD coated, black color, universal grade for machining of cast iron. | HN9501-3 | PVD coating, black color, stainless steel semi-finish and finish machining. |
| HN9502-3 | PVD coating, black color, stainless steel semi-finishing and roughing machining. |
Just tell us which carbide inserts you are looking for and our team will help you hold the palm.
Suitable materials such as tungsten carbide, ceramics, or high-speed steel are selected based on the blade’s application. These materials must offer high hardness and wear resistance.

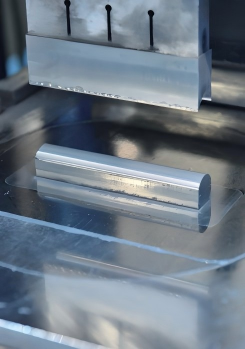
Metal powders are mixed in precise ratios, pressed into shape, and then sintered at high temperatures to form blade blanks.
From importing presses to stamp out blade blanks, to subsequent sintering and coating, every step is strictly controlled, all to provide customers with stable and reliable blade solutions


Specifically designed for pressing various types of turning tool blanks, it enhances blade density and lifespan stability, ensuring more consistent batch dimensions and a more reliable cutting process.
The insert undergoes precision grinding and cleaning before being subjected to PVD/CVD vacuum coating, forming a multi-layered hard coating structure that combines high hardness, wear resistance, and stable lifespan.


The insert edge is finely passivated to remove small dents and burrs, improve the strength and stability of the insert edge, and thus extend the service life of the insert.
At HNCarbide, every shipment of CCMT carbide inserts is carefully packaged to ensure your tools arrive safely and without damage.
Each CCMT insert is placed in a shock-resistant case, clearly labeled with full CCMT insert specifications, CCMT insert dimensions, and CCMT insert size, then sealed with moisture-proof material before boxing.
Large-volume orders of carbide CCMT inserts are further protected using double-wall cartons or wooden crates to guarantee secure international transport.
We work with trusted logistics partners to ensure your CCMT inserts are delivered quickly and securely by air freight, sea freight, or express courier.





Yes. CCMT inserts are designed to fit all standard CCMT insert holders, including holders from Sandvik, Seco, Iscar, Kyocera, Mitsubishi, Tungaloy, and other brands.
They are also fully compatible with CCMT boring bars and turning blocks following ISO standards.
The most widely used sizes include:
CCMT 0602 (small parts & precision machining)
CCMT 09T304 / CCMT 21.51 (general turning)
CCMT 32.51 / CCMT 32.52 (heavy machining or larger toolholders)
These sizes match different insert dimensions, nose radii, and insert thickness depending on your cutting requirements.
CCMT inserts use positive-rake geometry, offering:
Lower cutting forces
Smooth chip evacuation
Reduced vibration
Better surface finish
Longer tool life
This makes CCMT inserts ideal for finishing and semi-finishing in CNC turning.
Yes, OEM customization is available including size, coating, packaging, and labeling. Custom options depend on product type and minimum order quantity.
All products undergo strict inspection, including material testing and dimensional checks. We follow ISO-standard quality control to ensure consistent performance.
Yes, we ship worldwide via DHL, FedEx, UPS, and sea freight. Delivery time varies by region and shipping method.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.








We usually reply your message within 3 bussiness hours.